
Применение концепций потока в продажах.
С тех пор как мы приступили к реализации концепции Viable Vision, наша миссия заключается в том, чтобы стать постоянно процветающей компанией. Компанией, способной к экспоненциальному росту, опираясь на процессы, которые обеспечивают рост не в ущерб стабильности. Наша главная цель – создать, капитализировать и поддерживать решающее конкурентное преимущество. Решающее конкурентное преимущество может быть создано только путем удовлетворения существенной потребности рынка в такой степени, в какой это не может сделать ни один другой значительный конкурент. Потребности, которые мы решили удовлетворить, – это надежность и скорость.
За последние годы мы полностью изменили наш подход к продажам. Мы перешли от продажи продуктов к продаже решений, от продажи на основе цены к продаже на основе ценности. Наши продавцы все лучше понимают, что количество заявок – это не ключ к росту, что они должны обладать навыками заключения сделок. Мы внесли изменения не только в то, как мы продаем, но и в то, как мы управляем возможностями продаж.
Результаты этих усилий можно увидеть во многих аспектах. За последние годы наши продажи и проход увеличились. Рынок (судя по реакции клиентов) все больше и больше воспринимает нашу компанию не просто как очередного поставщика. Мы значительно изменили наш ассортимент в сторону продуктов с большим проходом. Мы увеличили нашу долю у существующих клиентов. Мы увеличили нашу клиентскую базу и снизили зависимость от нескольких крупных клиентов. Усилия принесли и менее ощутимые результаты; глядя на поведение наших подразделений, очевидно, что мы значительно повысили нашу способность инициировать и принимать изменения.
Несмотря на эти результаты, мы все чувствовали, что чего-то все еще не хватает. Самые важные показатели – рентабельность и объем продаж – были четким индикатором того, что между текущей реальностью и реальностью, которую мы хотим создать, все еще существует большой разрыв. При просмотре тенденции роста продаж и прибыли было очевидно, что мы не растем желаемыми темпами. Возникал очевидный вопрос: чего еще не хватает? При всех улучшениях, которых мы добились, почему продажи не росли гораздо быстрее?
За последние несколько месяцев мы улучшили показатели и отчетность наших усилий по продажам. Одним из поразительных показателей стал коэффициент успеха (hit ratio). Казалось, что наша воронка полна возможностей, но мы получали из них очень немного заказов. Каждому клиенту, которому мы представляли наше предложение, оно нравилось, и в итоге он запрашивал у нас информацию как минимум по одну из предложенных проектов. (В нашей компании мы обозначаем возможности продаж термином «проекты».) Однако большинство запросов этих клиентов, которые попадали в воронку продаж, не превращались в заказы. Более того, те же клиенты, которые проявляли неподдельный интерес к нашему предложению, очевидно, выводили на рынок множество своих предложений без нашего участия в этом процессе. Количество проектов в нашей воронке продаж составляло 250; процент успеха – 11%.
В начале июля 2008 года я прочитал статью Эли Голдратта «Стоя на плечах гигантов». Статья посвящена вопросам производства; в ней освещаются концепции, лежащие в основе трех главных прорывов в области производственных систем нашего времени: производственные линии Генри Форда, производственная система Toyota (TPS, позже получившая известность как Lean) Тайичи Оно и приложение Теории ограничений (ТОС) Барабан-буфер-канат (DBR), разработанное Эли Голдраттом. Вы можете спросить, какое отношение все это имеет к теме продаж. Концепции, лежащие в основе этих прорывов, показались мне весьма актуальными для управления возможностями продаж. Следующий абзац взят из этой статьи.
«В целом, и Форд, и Оно придерживались четырех концепций (в дальнейшем мы будем называть их концепциями цепи поставок):
- Улучшение потока (или, эквивалентно, времени выполнения заказа) является основной задачей операционной деятельности.
- Эта главная цель должна быть переведена в практический механизм, который направляет работу, когда не нужно производить (предотвращает перепроизводство). Форд использовал для этого пространство; Оно использовал запасы. [Голдратт использует время].
- Локальная эффективность должна быть упразднена.
- Для балансировки потока необходимо внедрить процесс фокусировки. Форд использовал прямое наблюдение. Оно использовал постепенное уменьшение количества контейнеров, а затем постепенное уменьшение количества деталей на контейнер. [Голдратт использует потребление буфера времени]».

Разработка предложения ценности
Как достичь конкурентного преимущества в условиях, когда наши товары и услуги почти ничем не отличаются от товаров и услуг конкурентов? Реально разработать такое предложение ценности для клиентов, которое не только будет обладать уникальностью, но и реальной повышенной ценностью для клиента. Клиенту будет сложно от него отказаться.
Тренеры: В.В. Вальчук, В.Е. Краснов. Старт: 3 июня 2024.
ПОДРОБНЕЕ1. Улучшение потока
Наш вопрос заключался в том, применимы ли эти концепции к среде управления воронкой продаж? «Работа», протекающая в воронке продаж, – это возможности продаж. Насколько важно обеспечить, чтобы возможности проходили через наш процесс с минимальными помехами? Как и в производстве, задержки в потоке приводят к увеличению времени выполнения заказа. В обеих средах более длительное время ожидания означает плохое обслуживание клиентов; это означает отложенный доход; это означает, что некоторые события (будь то заказы на работу или возможности продаж) внезапно становятся срочными, и так далее. В продажах, как и в производстве, задержки потока часто влекут за собой увеличение затрат (будь то запасы незавершенного производства – WIP – или расходы на продажи).
Помимо влияния на затраты, общеизвестно, что когда система засорена WIP, это приводит к проблемам качества (маскируя их и затрудняя их устранение). По сути, то же самое относится и к управлению возможностями продаж. Задержки в потоке возможностей обычно влекут за собой проблемы с качеством, поскольку продавцам и службам поддержки продаж приходится одновременно работать с большим количеством возможностей, которые не текут гладко. Поэтому очевидно, что все причины, по которым поток важен для производства, применимы и к управлению возможностями продаж.
Однако есть одно разительное отличие. На самом деле, в продажах поток имеет гораздо большее значение. В отличие от производства, чем дольше возможность продажи задерживается на определенном этапе, тем ниже вероятность выиграть эту возможность. Более того, когда возможности не движутся, продавцу или службе, работающей с этими возможностями, требуется больше времени и внимания. Попробуйте представить ситуацию на производстве, что чем дольше заказ находится в очереди, тем больше времени потребуется на его обработку. В продажах это реальность. Внимание, уделяемое отложенным возможностям, идет в ущерб привлечению и последующей работе с другими возможностями. Поэтому поток, безусловно, является основной задачей, когда речь идет об управлении возможностями в воронке.
А как насчет второй концепции цепи поставок?
2. Предотвращение перепроизводства
Вторая концепция (предотвращение перепроизводства) известна нашим производственникам как «приостановка запуска» (не запускать работу на участок до определенного времени – буфера – до наступления срока выполнения). В основе лежит исходная посылка, что наличие слишком большого количества заказов на участке создает заторы, путает приоритеты и нарушает поток. Имеет ли это отношение к сфере продаж? Давайте рассмотрим последствия наличия слишком большого количества открытых проектов. Наличие большого количества открытых проектов означает, что каждый ресурс, вовлеченный в процесс продаж, одновременно отвечает за выполнение задач в рамках нескольких проектов. Когда ресурс работает над многими проектами, плохая многозадачность неизбежна; ресурс перескакивает с одного проекта на другой, не продвигая ни один из них. Когда различные ресурсы нуждаются во вкладе друг друга для выполнения своих задач, плохая многозадачность усиливается. Для выполнения задачи одному ресурсу нужен вклад другого (это, например, может быть дизайнер, закупщик, менеджер по работе с клиентами или клиент), но поскольку второй ресурс недоступен (занят другой задачей), первый ресурс переходит к другой задаче. Когда второй ресурс становится доступным, первый уже занят другой задачей, поэтому второй ресурс снова переходит к другой задаче и так далее. По сути, два ресурса часто ждут друг друга. Плохая многозадачность значительно затягивает время цикла и снижает внимание (а вместе с ним и качество работы), уделяемое каждой возможности в воронке. Когда время отклика увеличивается, а качество работы снижается, шанс превратить возможности в заказы значительно уменьшается. (Существует множество забавных и познавательных упражнений, которые демонстрируют вред от плохой многозадачности. В нашей компании мы особенно любим использовать игру «разрывание бумаги».)
Вы можете подумать, что это не является серьезной проблемой при работе с возможностями в воронке, потому что человек часто знает, на каких проектах нужно сфокусироваться, и таким образом можно избежать плохой многозадачности. На самом деле, наши уважаемые продавцы умны и часто имеют достаточно опыта, чтобы на ранней стадии определить, какая возможность более интересна для компании (это означает, что она реальна, будет реализована в краткосрочной перспективе, даст хороший проход и не является сложным проектом, который может поставить под угрозу нашу производительность). Поэтому неудивительно, что больше внимания уделяется тем возможностям, у которых выше коэффициент успеха и короче цикл продаж. В нашей компании, я убежден, многие считали это доказательством того, что мы справились с плохой многозадачностью, что так или иначе мы сфокусировались на хороших возможностях. Однако в этом вопросе мы ужасно ошибались. Мы были совершенно слепы к негативным последствиям огромного количества открытых возможностей для внимания, уделяемого обработке хороших возможностей, и, что более важно, для внимания, уделяемого внедрению большего количества хороших возможностей.
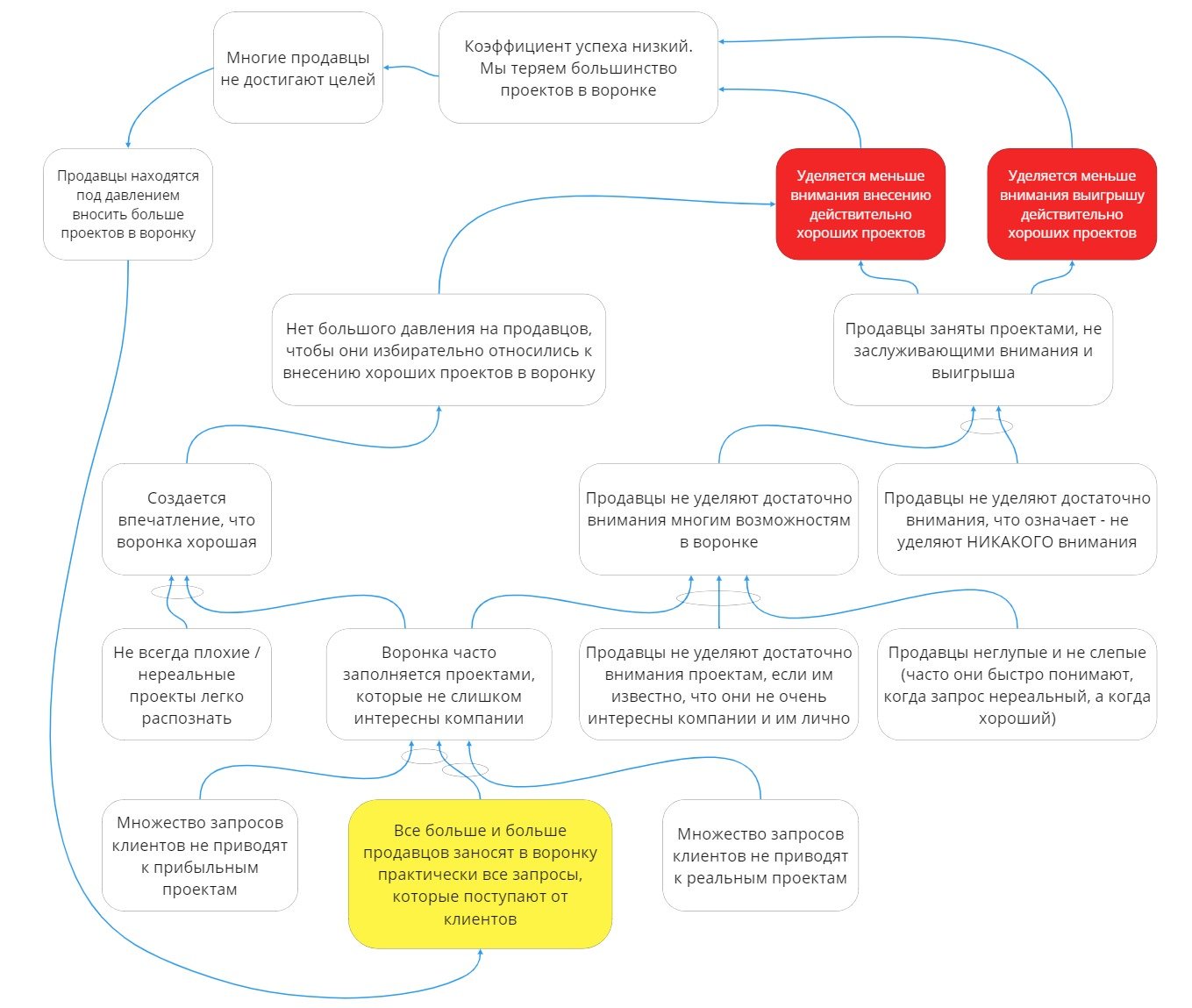
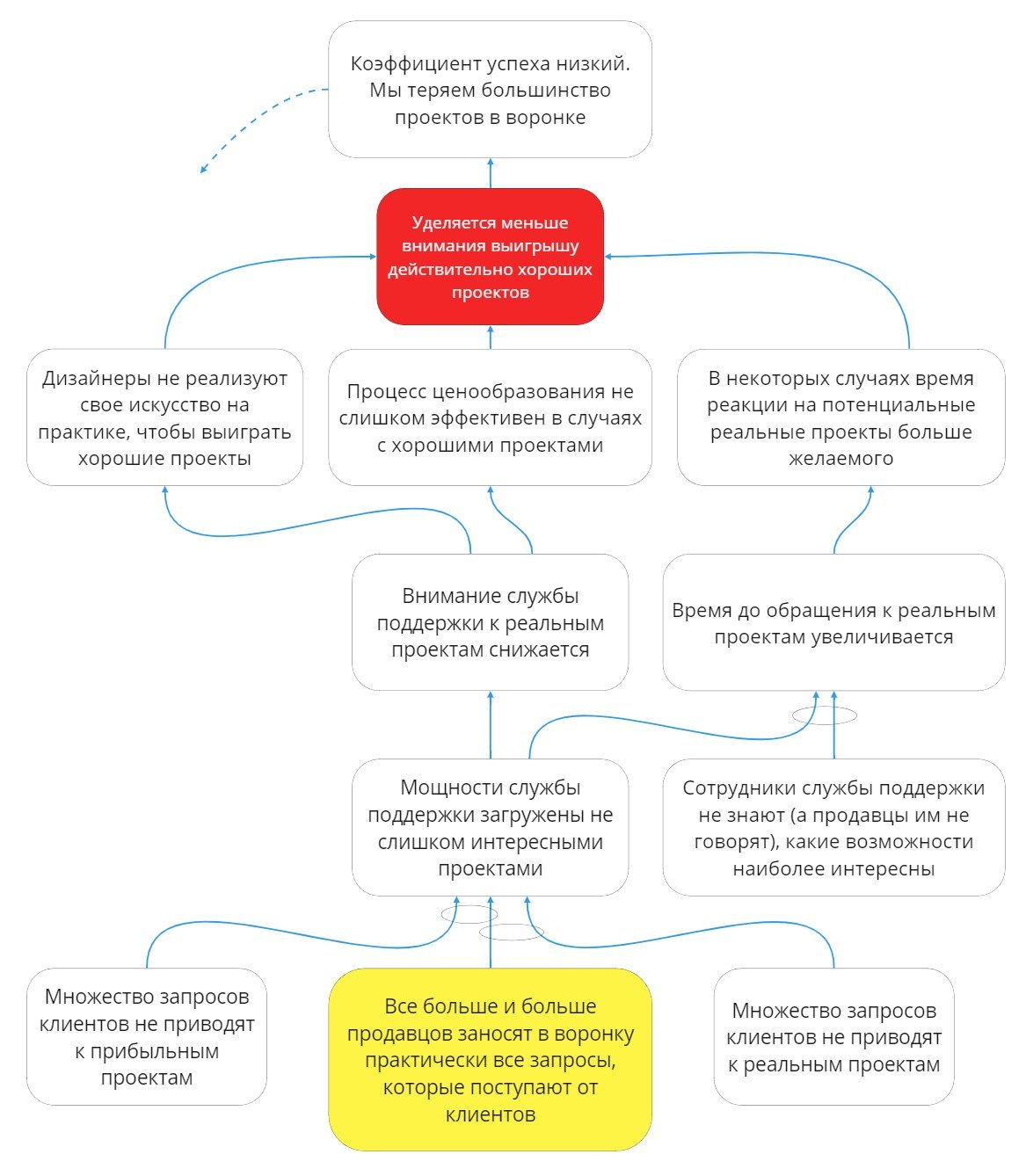
Следующая диаграмма причинно-следственных связей (Дерево текущей реальности) описывает последствия внедрения практически любого запроса клиента в воронку. Способ чтения дерева текущей реальности заключается в том, чтобы начать с нижней части дерева и двигаться вверх. Вы читаете «Если [утверждение в нижней части стрелки], то [утверждение в верхней части стрелки]». Если несколько стрелок связаны вместе эллипсом, то все утверждения, связанные вместе в нижней части стрелок, следует читать, используя «Если [первое утверждение] и если второе утверждение], то [утверждение в верхней части стрелки]».
И последствия для функций поддержки продаж, таких как инжиниринг…
Как мы видим, отправной точкой этого дерева текущей реальности (диаграммы причинно-следственных связей) является феномен: «Продавцы добавляют в воронку практически любой запрос, поступающий от клиента». Почему мы почувствовали, что должны делать это?
Поскольку я считаю, что люди в целом (и определенно в нашей компании) работают с благими намерениями, должна существовать позитивная потребность, которая управляет таким поведением. Как логично показано на дереве текущей реальности, потребность, которая побуждает нас заполнять воронку практически любым запросом, поступающим от клиента, – это «Обеспечить достаточное количество возможностей». Мы предполагаем, что для обеспечения высокого объема продаж мы должны использовать любую возможность, которая у нас есть, и не ограничивать воронку. Поскольку коэффициент успеха был низким, мы считали, что для достижения цели необходимо включить в воронку как можно больше возможностей. Мы делали это даже тогда, когда скептически относились к обоснованности или ценности вводимой нами возможности.
Мы надеялись, что некоторые из этих неудачных возможностей окажутся хорошими. Мы надеялись, что клиент в конечном итоге предоставит нам хорошие возможности, пока мы с ним взаимодействуем, поэтому мы принимали псевдо заказы, которые он делал. Мы полагали, что отказ в просьбе, исходящей от клиента, повредит нашим отношениям. Все вышеперечисленные исходные посылки взяты не из воздуха; они основаны на вполне анекдотических случаях, с которыми мы сталкивались в процессе работы с клиентами. Конечно, мы также предположили, что в округе недостаточно хороших возможностей для создания необходимого объема. Резюмируя этот момент, можно сказать: «Чтобы обеспечить достаточное количество возможностей в воронке, мы считаем, что должны заполнить воронку практически любым запросом клиента». Эта практика была воспринята нами как необходимое условие в нашей реальности, чтобы генерировать желаемые объемы продаж.

На что мы не обращали внимания, так это на негативные последствия такого подхода. Тот факт, что переполнение воронки продаж возможностями напрямую ведет к плохой многозадачности как для продавцов, так и для службы поддержки, создает ложное впечатление о воронке и маскирует приоритеты. Как объяснялось выше, впечатление, что мы можем сфокусироваться только на хороших возможностях и тем самым избежать плохой многозадачности, является иллюзией. Переполнение воронки неизбежно приводит к тому, что меньше внимания уделяется привлечению и последующему сопровождению реальных, хороших проектов. Обратите внимание, что плохая многозадачность ставит под угрозу не только нашу способность получать возможности. На рынке существует множество хороших возможностей, которые требуют большего внимания со стороны сотрудников отдела продаж, чтобы распознать и выиграть их. Примером может быть очень хороший проект, который клиент по каким-то причинам собирается реализовать с другим поставщиком, и поэтому мы не узнаем о нем, пока не уделим время и внимание его раскрытию. Другой распространенный пример – проект, которым управляет другой человек в организации клиента, с которым мы в настоящее время не общаемся. Поэтому очень важно заметить, что плохая многозадачность в отношении текущих возможностей в воронке также оказывает разрушительное воздействие на способность внедрять больше хороших проектов. По сути, если мы хотим выиграть больше проектов высокой ценности (иметь лучшие проекты и увеличить поток), мы должны ограничить количество возможностей, очень тщательно выбирая, на что направить свое внимание.

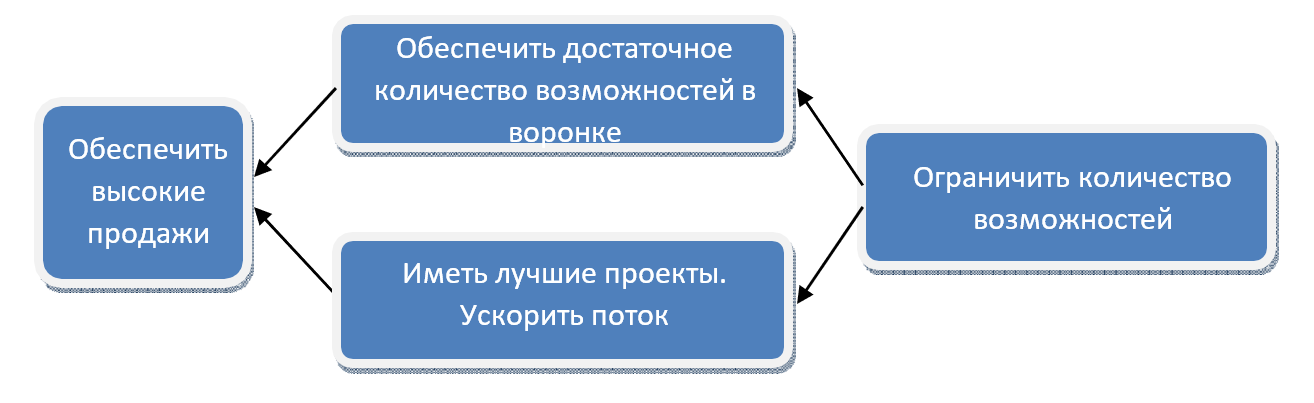
Теперь конфликт ясен…
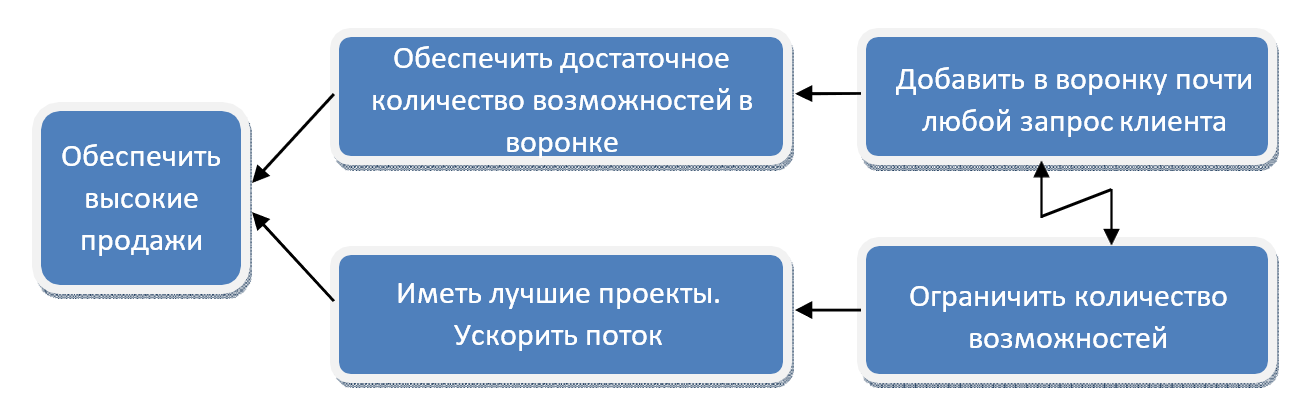
Согласно второй концепции цепочки поставок, основная цель потока должна быть переведена в практический механизм, который подсказывает операционному отделу, когда не производить (предотвращает перепроизводство). В нашем сценарии это означает ограничение количества возможностей в воронке. Теперь мы понимаем, что помешало нам достичь цели – вышеупомянутый конфликт, в основе которого лежит страх, что ограничение количества возможностей приведет к тому, что в воронке не будет достаточно возможностей для создания желаемого объема продаж.
Но действительно ли этот страх обоснован? Мы предполагали, что для того, чтобы иметь достаточно возможностей, мы должны заполнить воронку возможностями. Но это ситуация курицы и яйца. Переполнение воронки приводит к низкому коэффициенту успеха, что заставляет нас внедрять все больше и больше возможностей. Эта петля постоянно заставляет нас верить, что для того, чтобы иметь достаточно возможностей для генерирования высокого объема продаж, нам нужно иметь много-много возможностей в воронке. Однако, как мы видим в реальности, это никогда не приводило нас к поставленным целям. На самом деле, внедряя все больше и больше возможностей, мы не получали достаточно заказов, чтобы достичь высоких показателей продаж.
Подумайте, что было бы, если бы воронка была занята хорошими возможностями и каждой из них уделялось бы больше внимания. Нужно ли нам по-прежнему иметь столько возможностей в воронке, чтобы достичь высоких объемов продаж? Ограничение количества возможностей в воронке привело бы к тому, что каждой возможности уделялось бы гораздо больше внимания и побудило бы нас искать и внедрять хорошие проекты. Если это так, то для того, чтобы иметь достаточно возможностей для достижения объема продаж, нам не нужно переводить каждый полученный запрос в проект. На самом деле, нам следует ограничить количество возможностей в воронке.
Как мы только что выяснили, имеет смысл ограничить количество возможностей в воронке. Тогда встал вопрос о том, как это сделать. На ранних стадиях процесса (где находится большинство плохих возможностей) у нас нет срока выполнения, который бы определял точку попадания возможности в воронку так же, как это делает наша производственная система.
Чтобы лучше понять эту концепцию, относящуюся к производству, пожалуйста, прочитайте «Стоя на плечах гигантов», поговорите с кем-нибудь из специалистов по планированию в случае внедрения SDBR в вашей компании или прочитайте шаг 4:11 в «Дереве стратегии и тактики» для производства на заказ.
Нам нужен был другой механизм для ограничения количества возможностей в воронке. Здесь мы обратились к решению TOC для управления проектами.
Как вы знаете, плохая многозадачность широко распространена в многопроектных средах, таких как отделы исследований и разработок или технического обслуживания в любой компании, где общие ресурсы работают над многими проектами параллельно. Решение, позволяющее значительно снизить плохую многозадачность в таких средах, заключается в том, чтобы просто установить максимальное количество открытых проектов (даже если это означает замораживание существующих проектов). Только когда проект завершен, открывается новый проект. Мы решили придерживаться такого же подхода. Мы определим максимальное количество открытых проектов в воронке. Очевидно, что это число должно быть значительно меньше, чем число открытых проектов, находящихся в нашей воронке в настоящее время, иначе мы не сможем уменьшить плохую многозадачность. Во время встречи со всеми директорами по продажам мы решили установить этот предел на уровне 50% от существующих возможностей в воронке. Когда мы установили это максимальное число, мы использовали свою интуицию и в основном следовали эмпирическому правилу (мы также предсказали, что «заморозить» или убрать 50% возможностей будет не очень сложно, так как большинство возможностей в любом случае не являются реальными или привлекательными. Это предсказание, очевидно, оправдалось, поскольку нам потребовался всего час, чтобы принять решение и определить, какие проекты следует исключить из очереди).
Оглядываясь назад, можно сказать, что наша интуиция руководствовалась той же логикой, которая лежит в основе «спокойной кривой между экстремумами», существующей в многопроектной среде.
На сегодняшний день Голдратт упоминает эту кривую только в своей последней серии веб-занятий по управлению проектами. Как можно прочитать в книге «Стоя на плечах гигантов», репрезентативной кривой в большинстве производственных сред является обратная кривая, называемая «U-кривой». Следующее объяснение является перефразировкой объяснения Голдраттом U-кривой в книге «Стоя на плечах гигантов».
Выбор в пользу большего количества возможностей в воронке удлиняет цикл продаж и увеличивает объем работы незавершенного производства, но поскольку больше возможностей означает больший запас прочности для восстановления после упущенных возможностей, ожидается, что большое количество возможностей будет оправдано. Это правильно, когда в систему поступает не так много возможностей, но когда количество возможностей значительно, другое явление начинает поднимать свою уродливую голову. Нужно помнить, что чем больше возможностей, тем меньше внимания уделяется каждой из них. Когда в воронке слишком много возможностей, начинается плохая многозадачность. Чем больше многозадачность, тем ниже коэффициент успеха.
Величина генерируемого объема продаж в зависимости от количества открытых возможностей схематично показана на следующем рисунке «спокойная кривая между экстремумами»:
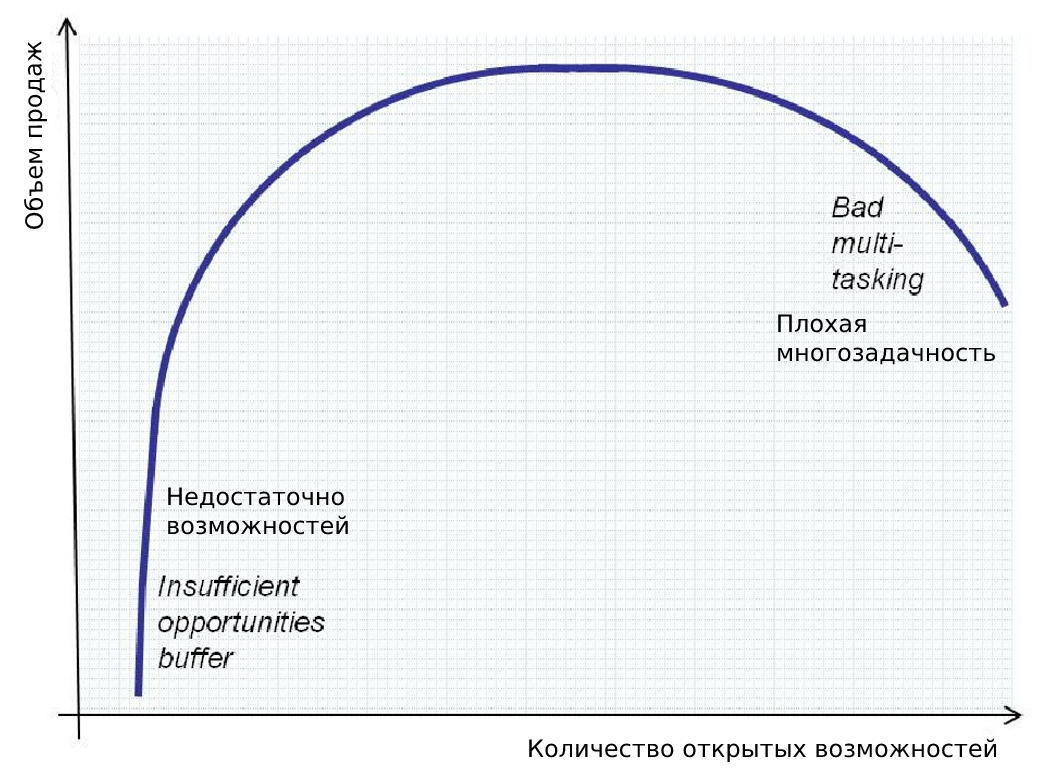
Когда человек хочет определить количество проектов для сокращения, нужно быть очень осторожным, чтобы не переборщить. Другими словами, чтобы не перевести среду из крайней правой части кривой – где она сейчас находится – в крайнюю левую часть. Для этого подойдет следующая формула:
N = Количество возможностей x (1 – Коэффициент успеха) / 2
Поскольку нахождение на крайней правой стороне кривой предполагает высокую плохую многозадачность и, следовательно, очень низкий коэффициент успеха, следуя приведенной выше формуле, количество открытых возможностей будет находиться между двумя крайними точками. Если коэффициент успеха не так низок, то количество проектов, которые будут сокращены в соответствии с формулой, уменьшается, чтобы избежать попадания в левую крайность. В нашем случае, поскольку коэффициент успеха составил 11%, а количество открытых проектов (возможностей) – 250, если бы мы следовали этой формуле, то сократили бы практически столько же проектов, сколько подсказывала нам интуиция.
[250 x (1-0,11)] / 2 – это около 110 возможностей. Следуя формуле, мы должны были сократить 45% проектов. В действительности мы сократили 50% проектов, что практически то же самое.
Первый совет: приостановите (и даже сократите) количество открытых возможностей в воронке у каждого отдела продаж и установите максимальное количество возможностей, которое отдел продаж может держать в воронке.
Как насчет ограничения возможностей на уровне продавцов? Как нам убедиться, что большая часть возможностей для данного подразделения не ложится на плечи нескольких продавцов, что приводит к плохой многозадачности? Прагматичный ответ для нашей компании заключался в том, что пока мы не увидим, что существует проблема, требующая разработки политики, каждый руководитель определяет, когда продавец обрабатывает слишком много возможностей, и тогда часть возможностей должны быть переданы другому продавцу. Чтобы это произошло, необходимо скорректировать наши показатели продаж и мотивацию.
3. Отмена локальной эффективности
Перейдем к третьей концепции цепи поставок: «Локальная эффективность должна быть упразднена». Сначала давайте разберемся в этом. Одним из главных врагов потока является «локальная эффективность» – представление о том, что любая точка цепи должна работать как можно больше. По сути, это соответствует ошибочному мнению, которое поощряет измерение загрузки (количества возможностей) воронки вместо измерения выхода воронки. Примерами локальной эффективности могут быть такие показатели:
- Количество звонков/возможностей для продаж у каждого продавца. Чем больше, тем лучше.
- Количество возможностей на различных этапах воронки. Чем больше, тем лучше.
- Количество проектов, над которыми работает дизайнер. Чем больше, тем лучше.
Мы должны быть уверены, что не используем показатели или политику, направленные на повышение локальной эффективности, и тем самым ставим под угрозу поток возможностей в воронке.
Второй совет: прекратите стимулировать увеличение числа открытых проектов в воронке. Проверьте, нет ли других местных политик, показателей или моделей поведения в области эффективности, которые ставят под угрозу поток.
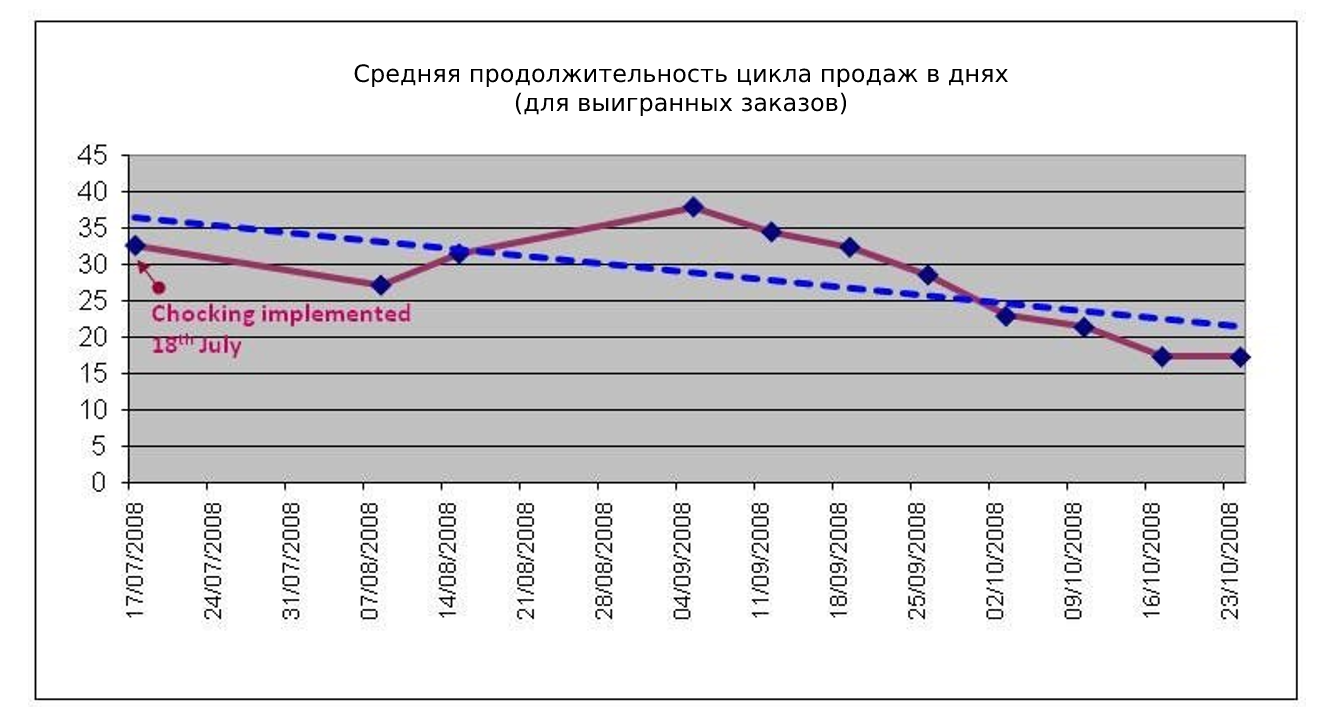
Первые три концепции цепи поставок мы применили к управлению воронкой продаж около трех месяцев назад (в середине июля). Мы ожидали, что коэффициент успеха и продолжительность цикла продаж будут улучшены, поскольку каждой возможности будет уделяться больше внимания. Мы предполагали, что проход одного заказа будет расти по мере внедрения лучших проектов. И, конечно, мы предсказывали, что продажи будут расти – поскольку поток лучших проектов будет значительно улучшен.
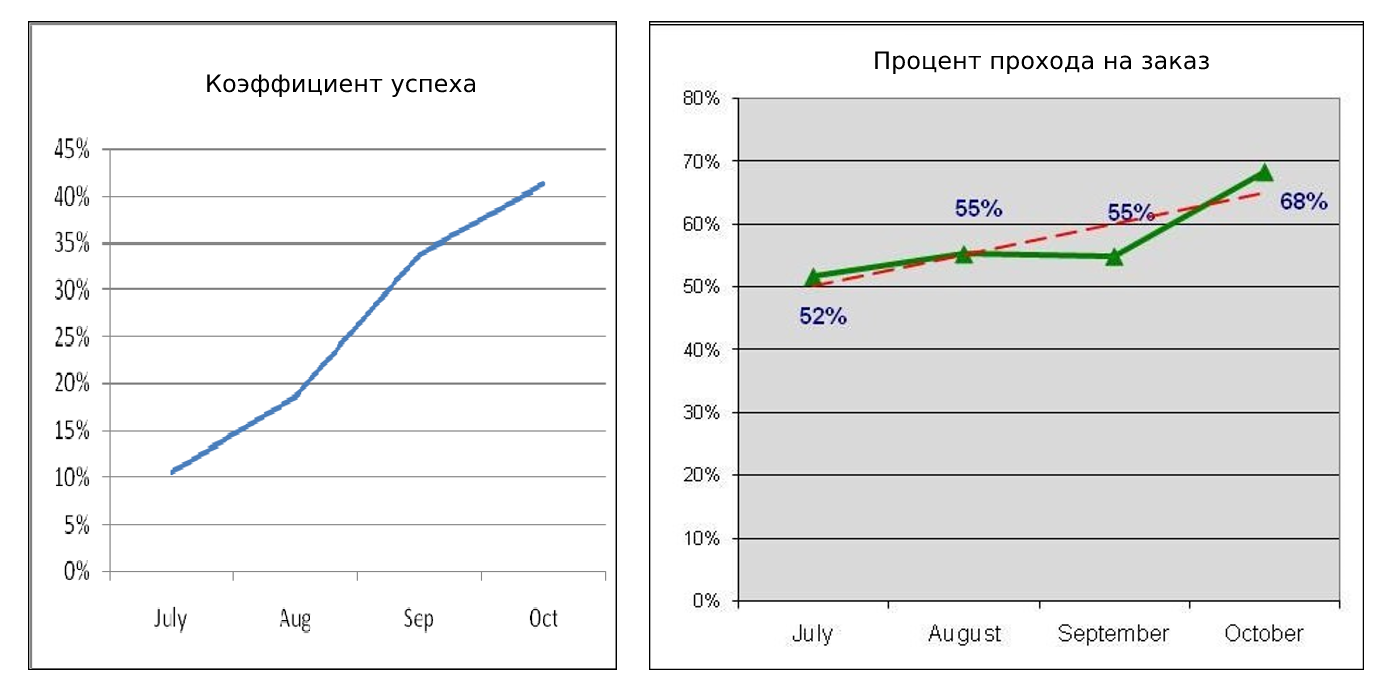
Мы хотели бы быть очень осторожными в выводах о достигнутых результатах, поскольку они оказались намного выше, чем мы ожидали. Следующие результаты (также представленные в виде графика ниже), достигнутые за последние 3 месяца после внедрения сокращения количества проектов, измерены в среднем за 5 недель:
- Коэффициент успеха увеличился с 11% до 40%.
- Продолжительность цикла продаж сократилась со средних 32 дней до 17 дней.
- Средний проход одного заказа вырос с 52% до 68%.
- Что с объемом продаж? Здесь нам нужно больше времени, чтобы реально оценить эффект. Не потому, что продажи не выросли. Напротив, мы знаем, что продажи выросли гораздо больше, чем на 20%.
Однако этот рост имел свои последствия для завода. Мы усвоили горький урок – мы не задумывались о негативных последствиях успеха. В октябре нам пришлось перенести многие заказы на ноябрь, некоторые заказы были вовсе отменены, а внимание наших продавцов было переключено на работу с не очень довольными клиентами (по моим оценкам, это заняло не менее 30% их времени). Нам потребуется еще время, чтобы оценить масштабы роста продаж.
Эти результаты были достигнуты благодаря применению первых трех концепций цепи поставок. Ниже приводится описание того, как мы собираемся применять четвертую концепцию. Поэтому ее следует читать как возможный способ применения, а не как уже проверенную и доказанную модель.
4. Балансировка потока
Четвертая концепция цепи поставок гласит следующее: «Должен существовать целенаправленный процесс балансировки потока». На практике балансировка потока означает устранение любых серьезных сбоев в потоке. В производстве сбои проявляются в накоплении запасов незавершенного производства (work-in-process – WIP). WIP накапливаются там, где есть нарушение потока. Первый грубый механизм балансировки потока заключается в том, чтобы просто определить точки, где накапливается WIP, и принять меры, которые откроют эффективные мощности (как правило, существует много скрытых мощностей, которые необходимо раскрыть). Текущий разработанный механизм, который Голдратт назвал Процессом непрерывного улучшения (Process Of On Going Improvement – POOGI), включает в себя регистрацию причин, по которым рабочие заказы не продвигаются так, как ожидалось, учитывая буферное время, которое было израсходовано. Анализ общих причин показывает, где сфокусированное решение обеспечит наибольший вклад в поток.
Обращаясь к среде управления возможностями продаж, очевидно, что мы не можем применить тот же механизм POOGI. Если посмотреть, где скапливается больше всего возможностей (WIP), мы не обязательно увидим место нарушения потока, так как это может быть шаг, на выполнение которого просто требуется гораздо больше времени. Задержки, безусловно, являются индикатором нарушения потока и поэтому должны быть элементом, который следует рассматривать как часть POOGI. Однако в продажах, в отличие от производства, существует гораздо более важный показатель, на который следует обратить внимание при нарушении потока, помимо задержек, – отказ от работы (дропаут).
При разработке механизма POOGI для управления возможностями продаж следует принимать во внимание три различные общие причины отказа. Отказ может быть результатом:
- несоответствие между предложением и клиентом – предложение не адресовано правильному целевому рынку;
- несоответствие между содержанием предложения и клиентом – неправильная адаптация спецификации предложения к требованиям клиента;
- неправильное выполнение – проблемы в процессе продаж, взаимодействии продавца с клиентом, обеспечении поддержки продаж и т.д.
Мы намерены реализовать POOGI по трем общим причинам. Целенаправленный POOGI-анализ третьей причины – неправильного выполнения – может быть проведен путем изучения причин отказа от возможностей, которые имели значительную задержку. Логично, что анализ упущенных возможностей, которые долгое время находились в воронке, испытывая значительные задержки, указывает на неправильное выполнение (если бы это было связано с первыми двумя причинами, мы бы ожидали не значительных задержек, а быстрого отказа). Вот как мы будем действовать в этом случае:
1. Мы будем регистрировать причину каждой задержки, с которой сталкивается возможность.
Чтобы определить, что следует считать задержкой, мы определили ожидаемую стандартную продолжительность каждого этапа процесса продаж. Если какой-либо этап занимает больше времени, чем ожидаемая продолжительность, это будет считаться задержкой. Когда это происходит, регистрируется причина задержки. (Мы будем следовать тем же рекомендациям, которые Голдратт рекомендует для производства – причина будет определена как ресурс или действие, которого ожидает возможность).
2. Мы сфокусируем анализ на тех возможностях, которые отпали после значительной задержки.
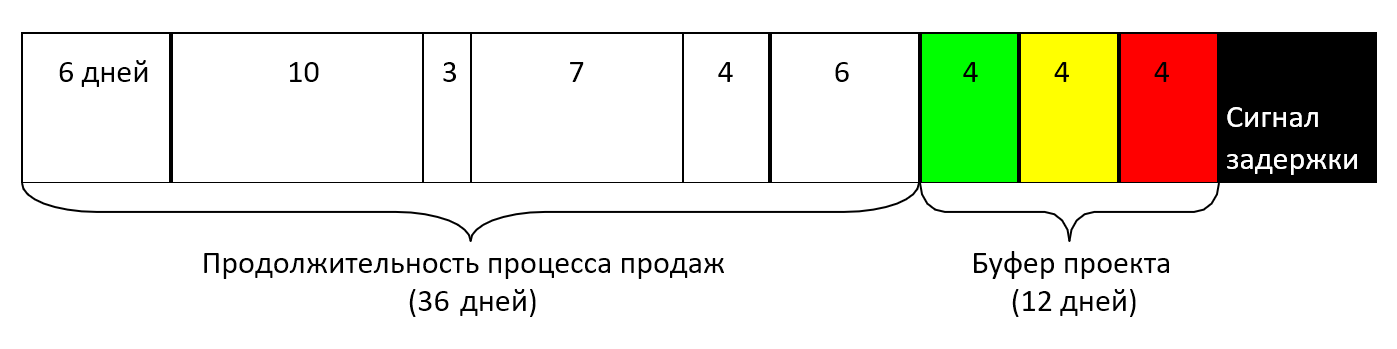
Чтобы определить, что следует считать значительной задержкой, мы определили «буфер проекта». Буфер проекта равен 1/3 продолжительности процесса продаж. Когда определенный этап занимает больше времени, чем ожидалось, он начинает расходовать из буфера проекта некоторое количество дней задержки. Когда определенный шаг занимает меньше времени, чем ожидалось, израсходованный буфер проекта может быть восстановлен на количество выигранных дней. Буфер проекта делится на 3 части. Если накопленные задержки израсходовали менее 1/3 буфера проекта, статус зеленый. Если израсходовано более 1/3, но менее 2/3 буфера проекта, статус желтый. Если израсходовано более 2/3 буфера проекта, статус красный. Если весь буфер израсходован, статус – черный.
Значительные задержки считаются «черными». Другими словами, только те возможности, которые выбыли, когда их статус буфера проекта стал черным, будут подвергнуты данному анализу POOGI.
Мы намерены использовать зеленые, желтые и красные индикаторы состояния не как часть POOGI, а как ежедневный инструмент управления для выявления задержек на ранних стадиях и концентрации внимания руководства до того, как они накопятся до значительной задержки.
3. Мы выберем зарегистрированные причины упущенных возможностей, которые имели значительную задержку, и определим самый большой общий вклад.
По сути, мы определим причину, которая генерировала наибольший накопленный расход по всем буферам проекта. Если усилия по улучшению, вытекающие из этого анализа, окажутся эффективными, эта причина перестанет быть причиной номер один, а другой анализ выявит причину, с которой следует бороться в следующий раз.
Сфокусированный POOGI для первых двух общих причин будут следовать тем же руководящим принципам для упущенных возможностей, которые не имели значительной задержки.
Мы ожидаем, что внедрение четвертой концепции цепи поставок приведет к очередному квантовому скачку в производительности.
Третий совет: выделите команду для создания механизма POOGI, чтобы определить общие значимые причины отказа и сделать вывод о том, на чем сфокусировать усилия по улучшению.
Мы постарались в этой статье показать, что концепции цепи поставок Голдратта применимы гораздо шире области цепи поставок, и поэтому на самом деле должны называться концепциями потока. Наш опыт применения этих концепций привел к резкому росту эффективности продаж, коэффициента успеха, а также возможностей руководства и отдела продаж. Помимо ощутимых результатов, понимание и применение этих концепций создает все большую гармонию в компании, поскольку всем функциям (продажи, поддержка продаж, производство…) становится очевидно, что они являются частью единого потока.
Тайичи Оно однажды сказал: «Все, что мы делаем – смотрим на время от момента, когда клиент дает нам заказ, до момента, когда мы получаем деньги, и мы сокращаем это время». Мы скромно предполагаем, что основополагающие концепции применяются гораздо раньше, чем клиент отдает нам заказ. Они в той же степени применимы и к нашим усилиям по созданию этих заказов.
Авторы: Маурисио Херман и Рами Голдратт
Источник

Книга в подарок
Опубликована наша книга «Прорыв. Единственный путь развития бизнеса». Это бизнес-роман о производственном предприятии, столкнувшимся с «потолком» в своем развитии. Для прорыва в развитии руководству и персоналу приходится преодолеть собственные, выстраданные на опыте, но устаревшие убеждения. Читателю предлагается пройти через этот прорыв вместе с героями. Вы увидите трудности такой трансформации, осознаете природу сопротивления изменениям и реальный путь к таким изменениям.
Подпишитесь на наш Telegram-канал и получите книгу в подарок!
Похожие статьи
 Определение сегмента рынка – игнорируемый критически важный вопрос
Определение сегмента рынка – игнорируемый критически важный вопрос Значение потока в операционной деятельности
Значение потока в операционной деятельности- Уникальная и оригинальная компания
 Jobs To Be Done и разработка предложения мафии
Jobs To Be Done и разработка предложения мафии Хорошая стратегия подразумевает решающее конкурентное преимущество
Хорошая стратегия подразумевает решающее конкурентное преимущество Уникальные способности для создания конкурентного преимущества
Уникальные способности для создания конкурентного преимущества
Редактор сайта TOCPEOPLE.COM. Переводчик материалов по Теории ограничений
Организации: «АРБ-Консалтинг», Академия Теории ограничений
Звоните: +7 (351) 245-03-03
Пишите: info@tocpeople.com