 Автор: Алан Барнард (Dr. Alan Barnard)
Автор: Алан Барнард (Dr. Alan Barnard)
Диаграммы суммарного (кумулятивного) потока (Cumulative Flow Diagram – CFD) позволяют находить узкое место в любой системе, а также предоставляют простой механизм раннего оповещения и обеспечивают понимание причины, по которой буфер входит в «красную зону».
Чтобы гарантировать, что организация, цепь поставок или даже целая страна сможет надежно удовлетворять спрос, необходимо знать, где в системе находятся ограниченные мощности, не позволяющие надежно удовлетворять спрос и/или быстро наверстывать отставание. Увеличение сложности организаций, систем поставок и стран сегодня делает все более трудным определение реальных ограничений мощностей, определяющих проход всей соответствующей системы. Когда спрос превышает мощности системы, может показаться, что каждое звено цепи поставок является ограничением или ограничение постоянно перемещается. Есть ли практический способ, позволяющий лицам, принимающим решения (ЛПР), определить настоящее «слабое звено» в системе, чтобы сфокусироваться на его улучшении и получить практическую систему раннего оповещения, предупреждающую о растущем разрыве между спросом и предложением?
Частные и акционерные компании и системы поставок используют буферы времени и запасов (для сырья и для готовой продукции), чтобы одновременно гарантировать сроки поставки своих продуктов/услуг и/или их доступность вопреки присущей рынку вариабельности спроса и предложения. Состояние этих буферов может использоваться, чтобы контролировать состояние всей системы. Если буфер «зеленый», это означает, что вся система хорошо защищена от присущей вариабельности или неопределенности. Если буфер «красный», это означает возможные проблемы; сроки поставки и надежность находятся под угрозой.
Однако, когда буферы становятся красными или черными (что означает отставание от графика или отсутствие товара на складе), мы часто не знаем реальной причины. Например, если буфер запасов входит в красный или черный цвет, возможно, увеличился спрос (выше ожидаемого) или был срыв сроков поставки у нашего поставщика. Знание истинной причины такого состояния буфера может быть критически важным для правильной реакции ЛПР в организациях и правительстве.
Балансировка потока, а не мощностей
В своей книге «Гонка» (1986), доктор Эли Голдратт утверждал, что одно из ключевых условий «глобальной оптимизации» для улучшения потока и синхронизации во всей системе поставок — это «балансировка потока, а не мощностей». Этот принцип подчеркивает необходимость «разбалансировать мощности», создать у каждого процесса достаточные избыточные или защитные мощности, чтобы всегда оставаться синхронизированным с существующим ограничением системы. Когда защитных мощностей недостаточно, вы можете получить интерактивные ограничения, которые вызывают очень беспорядочные и непредсказуемые колебания (хаос) и ухудшение прохода.
Но сколько защитных мощностей необходимо для ресурсов, не являющихся ограничениями, чтобы ограничение системы никогда не «страдало от голода» или не остановилось, – непростой вопрос, так как в большинстве организаций имеются процессы с высоким уровнем вариабельности и неопределенности. Это означает, что данные просто не достаточно точны, чтобы найти ограничение системы и определить, сколько защитных мощностей должно иметь каждое звено для полноценного питания ограничения (чтобы гарантировать сбалансированный поток).
Самый простой способ понять, сбалансированы ли потоки, состоит в графическом изображении кумулятивных потоков в виде диаграммы для каждого процесса. Это не только позволяет наглядно увидеть, сбалансированы ли потоки (потоки параллельны), но также и найти текущее ограничение (процесс с самым низким отношением проход/время (наклоном линии графика), перед которым вырастет незавершенное производство — WIP). На рисунке ниже представлена такая диаграмма для среды разработки ПО. На ней четко видно, насколько каждый процесс «сбалансирован» по отношению к спросу.
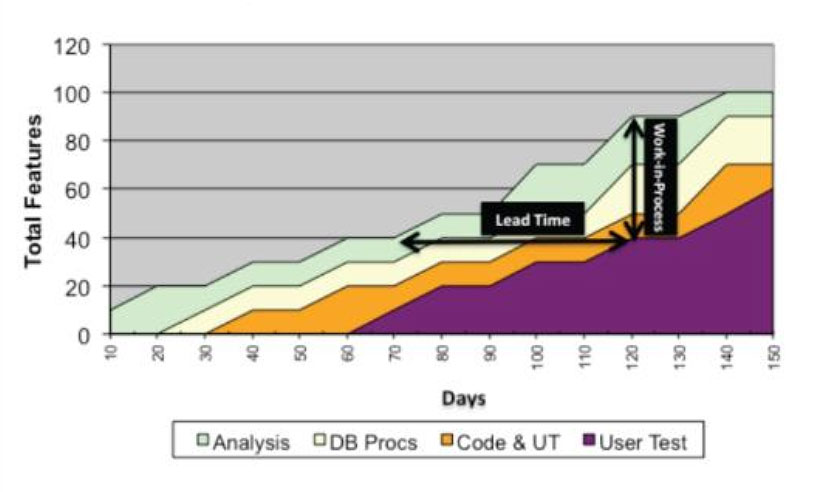
Рисунок 1. Кумулятивные потоки в среде разработки ПО
Способ построения CFD заключается в том, чтобы в течение продолжительного времени наносить на график поступление заказов (спрос) и прохождение этих заказов через каждый из процессов, пока они не покинут систему — будут поставлены конечному клиенту. Заказ, поступивший в день 1, появится на графике в день 1. Аналогично показывают выход заказа из системы некоторое время спустя. Это время равняется общему времени выполнения заказа, затраченного системой. Если невозможно или слишком затратно получить все данные о поступлении и выходе каждого заказа в хронологическом порядке, упрощенное изображение кумулятивного поступления заказов в систему и кумулятивного выхода/поставки заказов также покажет, сбалансированы ли эти потоки (в среднем) или нет. По вертикали может быть представлен денежный эквивалент поступления и отгрузки заказов или единицы, в которых спрос и предложение могут быть измерены (например, тонны, кол-во приложений и т.д.).
Преимущества Диаграмм кумулятивного потока (CFD):
• Закон Литтла гласит, что средние запасы в системе (WIP) равны среднему времени выполнения заказа (или времени потока), умноженному на среднюю скорость выполнения заказа (или скорость потока).
Объем помещенных в систему запасов прямо пропорционален времени на обработку этих запасов. Рисунок 1 также показывает, как можно считать запасы WIP и время выполнения заказа непосредственно из CFD. Общее время выполнения заказа равно расстоянию по горизонтали между поступлением этого заказа в систему и его выходом некоторое время спустя. Общий объем WIP в системе равен расстоянию по вертикали между точками поступления и выхода заказа. Рисунок 1 также демонстрирует, как пакетная обработка (размер партии) влияет на вид диаграммы суммарного потока. Большой размер передаточной партии может быть легко определен по зубчатости графика. С увеличением размера передаточной партии увеличивается WIP, и удлиняется время выполнения заказа. С уменьшением размера передаточной партии уменьшается незавершенное производство и, соответственно, сокращается срок выполнения заказа. Срок выполнения заказа может быть точно считан из диаграммы, также как и степень влияния задержек, когда в течение некоторого времени система не создает проход (горизонтальная линия кумулятивного потока).
• CFD также может показать, почему иногда требуется много времени, чтобы восстановиться после простоя/поломки в предоставлении продукта/услуги и/или когда спрос превышает мощности в течение некоторого промежутка времени. Если случится простой или поломка, то проход для соответствующего процесса будет горизонтальной линией [в течение времени простоя или поломки]. Однако, если у процесса нет возможности наверстать упущенное время — защитных мощностей, увеличится количество невыполненных заказов и, одновременно, будет непрерывно увеличиваться время выполнения заказа [разница между кумулятивным прибытием новых заказов и кумулятивными поставками]. Рисунок 2 показывает, как любое временное увеличение количества поступающих заказов (например, продажи в высокий сезон) и/или временное сокращение или прекращение поставок одновременно увеличивает время выполнения заказов и незавершенное производство, если у системы нет защитных мощностей.

Рисунок 2. Влияние увеличения количества поступающих заказов или задержки поставок на время выполнения заказа
• Когда буферы времени или запасов входят в красный или черный цвет, мы можем посмотреть на CFD, чтобы определить, почему для этого определенного продукта или услуги мы вошли в красный или черный цвет: 1) увеличилось количество поступающих «заказов» (спрос) или 2) уменьшилось количество выполненных заказов (выход). Тогда мы сможем понять истинную причину проникновения в красную или черную зону буфера. Знать корневую причину очень важно, поскольку есть риск нарушить устойчивость любого процесса или системы поставок, инициировав порочный замкнутый круг, в то время как имеется реальное ограничение мощностей. Например, если буферы складских запасов слишком долго находятся в красном, мы должны увеличить размер этого буфера, чтобы предотвратить риск дефицита. Но если «причина» этого проникновения в красную зону — ограничение мощностей, внутреннее или нашего поставщика, тогда увеличение буфера инициирует порочный круг. В системе будут размещаться дополнительные заказы (чтобы заполнить больший размер буфера), которые тоже будут использовать мощности ограничения (которые и так уже на пределе). В результате, буферы все равно не смогут выйти из красного. Тогда мы снова увеличим размер буферов, что генерирует еще больше заказов и т.д. Поэтому критически важно иметь механизм, такой как CFD, чтобы помочь закупщикам, планировщикам производства и другим заинтересованным лицам, ответственным за поддержание сбалансированного потока с достаточными буферами времени и запасов, быть в состоянии различать, когда увеличение (или уменьшение) буферов происходит из-за изменения спроса, а когда из-за загрузки/надежности [ограничения] мощностей.
Итоги
Диаграммы кумулятивного потока предлагают практический метод для нахождения узкого места, а также инструмент, позволяющий понять, почему буферы запасов входят в красный — связано ли это с увеличением спроса или сокращением отгрузки. CFD также предлагает нам простой метод отслеживания незавершенного производства и визуального анализа тенденций соблюдения срока выполнения заказа или времени цикла между звеньями в цепи поставок, от отдельных процессов на нашем производстве до всей цепи поставок в целом.
CFD являются индикаторами для руководства. Они позволяют менеджерам реагировать заранее на изменение поставок, мощностей или ограничения рынка, обеспечивая прозрачность производительности для каждого звена цепи поставок. Если эти CFD используются совместно во всей цепи поставок, каждое звено может заранее видеть, синхронизированы ли они или нет, и как их производительность влияет на остальную часть системы. Они также обеспечивают простой механизм для предотвращения порочных кругов увеличения буферов, когда они вызваны ограничениями мощностей.
Так как Диаграммы кумулятивного потока обеспечивают самый простой визуальный способ определить, сбалансирован ли поток в какой-либо системе или нет, настоятельно рекомендуется использовать их всем организациям и даже странам, чтобы быстрее находить и реагировать на ограничения мощностей, которые вызывают растущие разрывы между спросом и предложением.

Управление производством по ТОС
На онлайн-курсе вы познакомитесь с подходом Теории ограничений и сможете управлять своим предприятием более эффективно. Инструменты ТОС, такие как Барабан-буфер-канат, сокращают производственный цикл и незавершенное наполовину, а уровень выполнения заказов в срок достигает более 95%.
Тренеры: В.В. Вальчук, В.Е. Краснов. Старт: 3 июня 2024.
ПОДРОБНЕЕ
Книга в подарок
Опубликована наша книга «Прорыв. Единственный путь развития бизнеса». Это бизнес-роман о производственном предприятии, столкнувшимся с «потолком» в своем развитии. Для прорыва в развитии руководству и персоналу приходится преодолеть собственные, выстраданные на опыте, но устаревшие убеждения. Читателю предлагается пройти через этот прорыв вместе с героями. Вы увидите трудности такой трансформации, осознаете природу сопротивления изменениям и реальный путь к таким изменениям.
Подпишитесь на наш Telegram-канал и получите книгу в подарок!
Похожие статьи
 Буферы мощности – сильно недооцененная стратегическая концепция
Буферы мощности – сильно недооцененная стратегическая концепция Прорыв: выступление Виктора Вальчука на выставке Sport Casual Moscow 2024
Прорыв: выступление Виктора Вальчука на выставке Sport Casual Moscow 2024 Переход от выталкивания к вытягиванию
Переход от выталкивания к вытягиванию Значение потока в операционной деятельности
Значение потока в операционной деятельности Основные идеи, лежащие в основе производства для обеспечения наличия (MTA)
Основные идеи, лежащие в основе производства для обеспечения наличия (MTA) Применение Теории ограничений в управлении государством
Применение Теории ограничений в управлении государством
Редактор сайта TOCPEOPLE.COM. Переводчик материалов по Теории ограничений
Организации: «АРБ-Консалтинг», Академия Теории ограничений
Звоните: +7 (351) 245-03-03
Пишите: info@tocpeople.com
Правильно организованная логистика может позволить отправку заказа уже в первый день запуска нового изделия. Для этого необходимы малотоннажные контейнеры (размер основания 1,2 х 0,8 м, высота 1,3 м), малая отправка. Таких контейнеров можно загрузить в 45-футовый контейнер, высокий, для паллет, — 33 штуки. Малая отправка (1 контейнер, о.65 тонн, 0,85 куб.м) доставляется на региональный терминал, загружается в большой контейнер, и далее отправляется в нужном направлении по логистическому каналу. На терминале прибытия — обратные действия с выгрузкой на кросс-докинг складе. При подтверждении приёмки груза получателем производится доставка к двери автомобилем.
нужной проходимости и размера. Вот вам и ББК для изменяющегося потока.
Юрий, спасибо за комментарий!