Автор: Дэвид Берч (David J. Burch)
Введение
Буферы запасов используются, чтобы застраховать доступность продукта. Они необходимы только когда существуют оба эти условия: (1) поставщик находится в отдалении от пункта потребления, и (2) время потребительской лояльности меньше, чем время, требуемое для производства и доставки товара. Если бы вы могли немедленно пополнять потребленный продукт, не было бы необходимости поддерживать буфер запасов готовых изделий. То же самое верно, когда клиент готов ждать ваш продукт, пока последний будет доставлен из отдаленного места.
Учитывая, что буферы запасов необходимы, цепи поставок сталкиваются с двумя постоянными задачами – сколько нужно поддерживать запасов и где их хранить. Эти задачи нетривиальны, потому что вы часто слышите от различных людей в цепи поставок об отсутствии одних позиций и, в то же самое время, о затоваривании многими другими.
Корневая проблема с хранением запасов
Когда запасы в данном местоположении недостаточны, чтобы удовлетворить спрос, продукт на складе заканчивается. В это время клиенты могут выбрать замену вашему продукту, возможно навсегда. Чтобы защитить продажи, компании вынуждены держать более высокие уровни запасов.
Жизненный цикл продукта сильно сократился за последние 10 лет. В условиях глобальной конкуренции нет никакого способа узнать, когда появится следующая конкурентоспособная угроза вашему продукту или откуда она будет происходить. Поэтому цена связана с устареванием товара и риском задержки выпуска нового продукта на рынок – существенные угрозы финансовым показателям. Чтобы избежать их, компании вынуждены снижать уровни запасов.
Компании на сегодняшнем рынке находятся в затруднительном положении между увеличением и сокращением уровней запасов. Часто тратятся огромные денежные средства, чтобы улучшить прогнозы или соединить компьютерные системы через технологию планирования ресурсов в масштабе предприятия (ERP). Тем не менее, компании оказываются в том же самом конфликте – увеличивать запасы или сокращать запасы. Для разрешения этого затруднительного положения TOC предлагает Систему управления буфером, которая ускоряет реакцию системы при одновременном сокращении уровней запасов.
Врожденные дефициты в системе минимум-максимум (min/max)
Прежде чем рассмотреть изменения в том, как нужно обращаться с запасами в цепи поставок, жизненно важно понять, что не так с одним из популярнейших текущих подходов – системой минимум-максимум. Min/max системы устанавливают цели – минимально и максимально необходимый объем запасов для каждого SKU в каждом местоположении. Когда запасы достигают минимума, делается заказ поставщику, чтобы привести уровень запасов назад к максимуму. Кроме того, обычно учитываются скидки поставщика за объем и минимальные производственные объемы заказа. Затраты на транспортировку также принимаются во внимание.
Есть два главных недостатка систем min/max, которые способствуют возникновению и дефицита, и переизбытка. Одна проблема – долгое время выполнения заказа (обычно несколько недель), и вторая – безразличность к тенденциям изменения спроса.
Например, предположим, что целевой уровень запасов в min/max системе установлен для максимума в 125 единиц, что эквивалентно потребности приблизительно на 2,5 месяца. Минимум установлен в 50 единиц или на 1 месяц. Потребление – приблизительно 2 единицы в день. Производство находится в Китае, и транспортировка судном, как правило, занимает приблизительно один месяц.
Вы только что получили отгрузку из 100 единиц, приведя ваше общее количество к максимальной цели в 125 единиц. К сожалению, тенденции потребления изменились от 2 единиц в день в прошлом месяце до 2 единиц в неделю в последнее время. Теперь у вас на складе имеются запасы продукта более чем на 1 год. Что еще хуже, система минимум-максимум будет спокойно ждать, пока у вас останется 50 единиц, т.е. приблизительно 30 недель с этого момента, прежде чем предложит вам действовать.
С другой стороны, предположим, что тенденции изменились к увеличению потребительского спроса с 2 единиц в день к 4 единицам в день. У вас теперь запасов немногим более чем на 1 месяц. Но система минимум-максимум не будет делать новый заказ, пока у вас не останется 50 единиц, которых в новой ситуации хватит всего на 12 дней. Учитывая время поставки заказа из Китая, товар будет отсутствовать на складе более двух недель!
Запасы как функция времени пополнения
Чем больше времени необходимо для пополнения потребленного товара, тем больший уровень запасов необходим, чтобы удовлетворить спрос, пока не прибудет следующая поставка. Полное время пополнения фактически основано на трех различных факторах:
- Время на получение заказа – время между первым потреблением продукта после поставки и временем, когда размещен повторный заказ.
- Время на производство заказа – время, необходимое для производства продукта, включая время, когда заказ ожидает своей очереди, чтобы быть запущенным в производство.
- Время на транспортировку заказа – общее время с момента, когда продукт был отправлен до момента, когда он был доставлен, получен и стал доступен в пункте назначения.
Полный буфер запасов, который необходим, чтобы удовлетворить потребление во время полного пополнения, не просто функция уровня потребления и времени пополнения. Сохраняя склад, вы должны также принять во внимание изменчивость этих трех факторов плюс изменчивость спроса на продукт. Чем дольше время пополнения, тем больше изменчивость. Потому что у Мерфи (непредсказуемые проблемы) есть больше времени, чтобы нанести удар.
Калибровка буфера запасов
Рассматривая уровень потребления, время пополнения и изменчивость их обоих, TOC рекомендует, чтобы буфер запасов был установлен согласно следующему правилу: «Максимальное ожидаемое потребление в течение среднего времени пополнения, учитывая изменчивость пополнения запаса».
Управление буфером в TOC
Управление буфером – автоматизированная процедура для анализа буфера запасов и автоматического внесения изменений, отражающих изменения спроса, вверх или вниз. Правильно настроенное, управление буфером значительно уменьшает время пополнения и резко увеличивает число вовремя выполненных поставок.
Для начала управление буфером динамически регулирует целевые уровни. Перед внедрением управления буфером цели могут уже существовать, согласно системе минимум-максимум или другой системе. Исходя из истории, управление буфером TOC в состоянии проанализировать фактическое потребление и сделать рекомендации по целям, согласно логическому вышеизложенному правилу. Правило предлагает учитывать самое высокое потребление во время периода пополнения, с учетом Мерфи – изменчивости в различных факторах времени пополнения. Чем выше уровень обслуживания вам необходим, тем больше вы учитываете изменчивость.
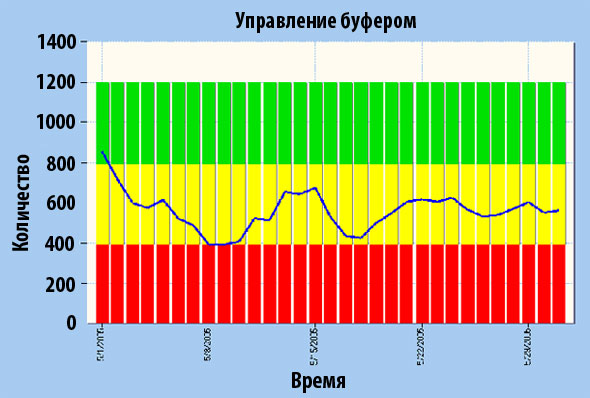 Рисунок 1
Рисунок 1
Система должна также учитывать, сколько товара заказано поставщикам и сколько находится в пути. Поэтому заказы размещаются ежедневно в размере потребления в этот день. Если все сделано должным образом и последовательно, общее количество товара в наличие плюс в заказах, которые еще не прибыли, будет равно цели.
Цель разделена на три равных зоны (См. рисунок 1). В нашем примере цель – 1200 единиц. Когда количество товара в наличие попадает в Красную зону, есть существенная опасность дефицита. Если однажды во время периода пополнения у вас остается 382 единицы, нет никакой необходимости для паники и увеличения уровней запасов. Однако если это происходит несколько раз за время пополнения или снижение запасов глубоко проникает в Красную зону, увеличение определенно требуется (См. рисунок 2).
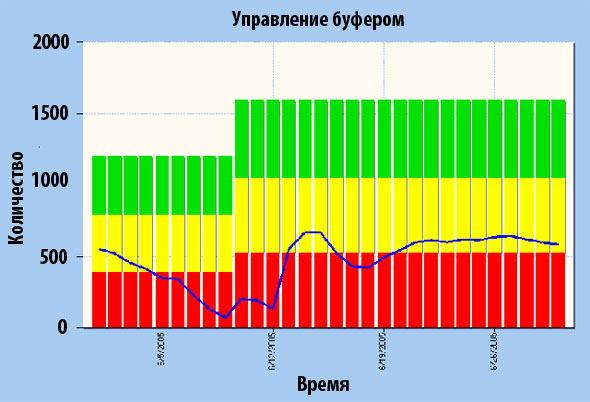 Рисунок 2
Рисунок 2
Точно так же, если уровень запасов остается в Зеленой зоне в течение всего периода пополнения, это означает слишком большой буфер. Все регулировки вверх или вниз производятся количеством единиц, равным размеру одной зоны (в данном случае, 400). Например, в примере выше спрос понизился, спустя некоторое время после того, как мы увеличили наши цели с 1200 до 1600 единиц. Это падение спроса позволило бы уровням запасов подняться слишком высоко в Зеленую зону. Методология TOC автоматически предложила бы, чтобы вы снизили цель на одну треть с 1600 единиц к 1067 единицам (См. рисунок 3).
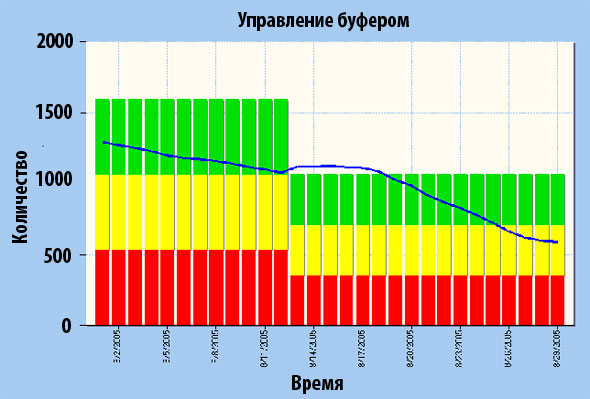 Рисунок 3
Рисунок 3
Управление буфером – постоянный ежедневный инструмент, разработанный, чтобы непрерывно вновь и вновь синхронизировать связи в цепи поставок. Долгосрочные выгоды накапливаются от использования его в качестве диагностического инструмента, чтобы идентифицировать нехватку мощностей и горячие точки в цепи поставок для улучшения деятельности.
Показатели для уменьшения дефицита и излишков
Чтобы понять, как хорошо вы работаете, важно оценить производительность (результат) против уровня обслуживания и целевых запасов. Наглядное программное обеспечение предоставляет все правильные измерения в базовом формате. Надежность, Эффективность и Результативность (или Продуктивность) – параметры, используемые в управлении буфером для измерения производительности цепи поставок (результата). Для улучшения Надежности мы измеряем действия, которые должны были быть сделаны, но не были – это, например, упущенные продажи. Потери Эффективности мы измеряем с помощью результатов действий, которые не должны были быть сделаны, однако были сделаны – типичный пример – излишние запасы. Результативность определяют совокупные операционные затраты каждой связи цепи поставок – и включает деньги, которые не должны были быть потрачены наряду с деньгами, которые было необходимо потратить. Важно, что эти показателя должны быть расположенным по приоритетам.
Надежность: Приоритет номер один в каждой цепи поставок состоит в том, чтобы минимизировать или устранить дефицит. Ущерб от дефицита обычно намного больше, чем потери от излишних запасов. Превосходный инструмент измерения – «Долларо-дни Прохода (TDD)».
Чтобы вычислить TDD, сначала умножьте валовую прибыль (или продажи, если валовая прибыль не известна) [Проход, на самом деле], для каждого продукта, который не был поставлен вовремя на число дней задержки. Затем сложите для всех задержанных продуктов. Сумма и есть TDD. Цель каждой цепи поставок – Долларо-дни Прохода, равные нулю. Любой товар, отсутствующий на складе, создает высокий риск потери лояльного клиента.
Риск потери клиентов постоянно зависит не только от величины заказа, но также и того, на сколько дней заказ опаздывает. Если клиенты приходят в магазин, чтобы купить обезжиренное молоко и не могут найти его, они могут простить магазин. Но если это произойдет дважды или трижды, они, вероятно, изменят свою привычки делать здесь покупки насовсем. Рассматривая отчет по Долларо-дням Прохода, полученные из умножения просроченного Прохода (валовой прибыли или розничной цены) на число просроченных дней, диспетчеры получают встроенную систему приоритетов, над какой проблемой необходимо работать.
Эффективность: Второй показатель, «Долларо-дни запасов (IDD)», – это стоимость запасов, умноженная на число дней, которое они находятся в любом пункте в цепи поставок. Целью является уменьшение IDD относительно текущих уровней, не воздействуя на TDD. Другими словами, уменьшите запасы, не ухудшая уровень обслуживания клиентов.
С TDD и IDD, каждая связь в цепи поставок может быть измерена согласно общим целям и ущербу, нанесенному всей цепи поставок. Это чрезвычайно полезно, когда измерения различны или цепи поставок сложные. Используя отчеты TDD для каждой связи, понятно на какой из них нужно сфокусироваться, чтобы предотвратить и уменьшить повреждение цепи поставок в целом. IDD показывает руководству, когда они тратят деньги впустую на запасы и рискуют их устареванием, потому что они больше, чем необходимо. IDD также предупреждает руководство о продуктах с заканчивающимся сроком годности, призывая к агрессивным действиям, не дожидаясь дорогостоящих списаний.
Результативность: Этот показатель измерить легче всего. Бухгалтерский учет GAAP требует, чтобы компании измерили свои расходы, чтобы вычислить прибыль, которая облагается налогом. И это наиболее злоупотребляемый показатель в бизнесе сегодня. Слишком часто компании сокращают расходы как первый шаг к улучшению доходности, несмотря на общепринятую истину, что вы не можете сократить свой путь к славе. Причина заключается в том, что сокращение расходов, как правило, уменьшает Надежность компании, наш главный показатель.
Будьте осторожны с сокращением расходов, если вы не уверены, что надежность и результативность не будут поставлены под угрозу.

Книга в подарок
Опубликована наша книга «Прорыв. Единственный путь развития бизнеса». Это бизнес-роман о производственном предприятии, столкнувшимся с «потолком» в своем развитии. Для прорыва в развитии руководству и персоналу приходится преодолеть собственные, выстраданные на опыте, но устаревшие убеждения. Читателю предлагается пройти через этот прорыв вместе с героями. Вы увидите трудности такой трансформации, осознаете природу сопротивления изменениям и реальный путь к таким изменениям.
Подпишитесь на наш Telegram-канал и получите книгу в подарок!
Похожие статьи
 Прорыв: выступление Виктора Вальчука на выставке Sport Casual Moscow 2024
Прорыв: выступление Виктора Вальчука на выставке Sport Casual Moscow 2024 Переход от выталкивания к вытягиванию
Переход от выталкивания к вытягиванию Основные идеи, лежащие в основе производства для обеспечения наличия (MTA)
Основные идеи, лежащие в основе производства для обеспечения наличия (MTA) Показатели компании, управляемой спросом
Показатели компании, управляемой спросом Как стать компанией, управляемой спросом
Как стать компанией, управляемой спросом Что не так с показателями цепочки поставок?
Что не так с показателями цепочки поставок?
(David Burch)
Project Support at IDEA, LLC